Voici mon résultat (brut de décoffrage) :

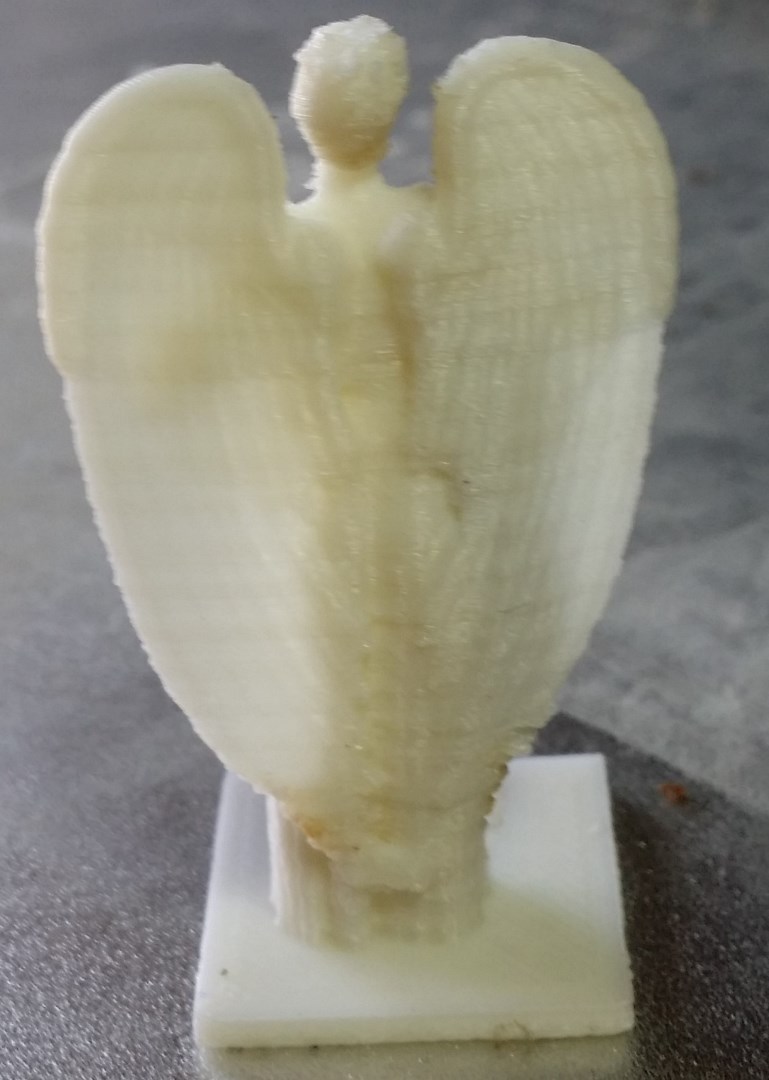

Geeetech Prusa i3 X
Imprimé en 1H 10mn
ABS 1.75 Épaisseur couche 0.1mm Buse 0.3mm
Température : 230°/104°
Mesures :
X : +0.1mm
Y : +0.5mm
Z : -0.3mm
Mes réglages sous Repetier :
Code : Tout sélectionner
# generated by Slic3r 1.2.9 on Sat Feb 13 11:25:47 2016
[filament:Mk8 ABS 1.75mm 230-105]
bed_temperature = 104
bridge_fan_speed = 100
cooling = 1
disable_fan_first_layers = 1
extrusion_multiplier = 0.9
fan_always_on = 0
fan_below_layer_time = 30
filament_colour = #FFFFFF
filament_diameter = 1.75
first_layer_bed_temperature = 104
first_layer_temperature = 230
max_fan_speed = 100
min_fan_speed = 35
min_print_speed = 25
slowdown_below_layer_time = 25
temperature = 230
[print:Mk8 .1mm -Brim]
avoid_crossing_perimeters = 0
bottom_solid_layers = 4
bridge_acceleration = 0
bridge_flow_ratio = 1
bridge_speed = 75
brim_width = 0
complete_objects = 0
default_acceleration = 0
dont_support_bridges = 1
external_fill_pattern = rectilinear
external_perimeter_extrusion_width = 0
external_perimeter_speed = 40
external_perimeters_first = 0
extra_perimeters = 0
extruder_clearance_height = 20
extruder_clearance_radius = 20
extrusion_width = 0.42
fill_angle = 45
fill_density = 30%
fill_pattern = honeycomb
first_layer_acceleration = 0
first_layer_extrusion_width = 0.42
first_layer_height = 110%
first_layer_speed = 75%
gap_fill_speed = 30
gcode_comments = 0
infill_acceleration = 0
infill_every_layers = 1
infill_extruder = 1
infill_extrusion_width = 0.42
infill_first = 0
infill_only_where_needed = 0
infill_overlap = 15%
infill_speed = 60
interface_shells = 0
layer_height = 0.1
max_print_speed = 80
max_volumetric_speed = 0
min_skirt_length = 10
notes =
only_retract_when_crossing_perimeters = 0
ooze_prevention = 0
output_filename_format = [input_filename_base].gcode
overhangs = 1
perimeter_acceleration = 0
perimeter_extruder = 1
perimeter_extrusion_width = 0.42
perimeter_speed = 60
perimeters = 4
post_process =
raft_layers = 0
resolution = 0
seam_position = aligned
skirt_distance = 5
skirt_height = 1
skirts = 1
small_perimeter_speed = 40
solid_infill_below_area = 0
solid_infill_every_layers = 0
solid_infill_extruder = 1
solid_infill_extrusion_width = 0.42
solid_infill_speed = 60
spiral_vase = 0
standby_temperature_delta = -5
support_material = 0
support_material_angle = 0
support_material_contact_distance = 0.2
support_material_enforce_layers = 0
support_material_extruder = 1
support_material_extrusion_width = 0.31
support_material_interface_extruder = 1
support_material_interface_layers = 0
support_material_interface_spacing = 0
support_material_interface_speed = 100%
support_material_pattern = rectilinear
support_material_spacing = 2.5
support_material_speed = 60
support_material_threshold = 45
thin_walls = 1
threads = 2
top_infill_extrusion_width = 0.42
top_solid_infill_speed = 50
top_solid_layers = 4
travel_speed = 75
xy_size_compensation = 0
[printer:Mk8 20x20]
bed_shape = 0x0,210x0,210x220,0x220
before_layer_gcode =
end_gcode = G28 X\nG90\nG0 Y220\nM84\n
extruder_offset = 0x0
gcode_flavor = reprap
layer_gcode =
nozzle_diameter = 0.3
octoprint_apikey =
octoprint_host =
pressure_advance = 0
retract_before_travel = 2
retract_layer_change = 1
retract_length = 2
retract_length_toolchange = 3
retract_lift = 0
retract_restart_extra = 0
retract_restart_extra_toolchange = 0
retract_speed = 100
start_gcode = G28
toolchange_gcode =
use_firmware_retraction = 0
use_relative_e_distances = 0
use_volumetric_e = 0
vibration_limit = 0
wipe = 0
z_offset = 0
Mes vitesses sous Marlin (1.1.0 RC3) :
Code : Tout sélectionner
#define DEFAULT_AXIS_STEPS_PER_UNIT {80.00,80.30,1600.00,105.86} // default steps per unit for Ultimaker
#define DEFAULT_MAX_FEEDRATE {400, 400, 2, 25} // (mm/sec) {500, 500, 5, 25}
#define DEFAULT_MAX_ACCELERATION {1000,1000,100,10000} // X, Y, Z, E {9000,9000,100,10000} maximum start speed for accelerated moves. E default values are good for Skeinforge 40+, for older versions raise them a lot.
#define DEFAULT_ACCELERATION 1000 // X, Y, Z and E acceleration in mm/s^2 for printing moves (3000)
#define DEFAULT_RETRACT_ACCELERATION 1000 // E acceleration in mm/s^2 for retracts (3000)
#define DEFAULT_TRAVEL_ACCELERATION 1500 // X, Y, Z acceleration in mm/s^2 for travel (non printing) moves
// The speed change that does not require acceleration (i.e. the software might assume it can be done instantaneously)
#define DEFAULT_XYJERK 15.0 // (mm/sec) 20
#define DEFAULT_ZJERK 0.3 // (mm/sec) 0.4
#define DEFAULT_EJERK 5.0 // (mm/sec) 5